Como configurar os parâmetros do processo da máquina de corte a laser?
Máquina de cortar laser é substituir a faca mecânica tradicional por um feixe invisível. Tem as características de alta precisão, corte rápido, não limitado ao padrão de corte, digitação automática, material de economia, corte suave e baixo custo de processamento. Irá gradualmente melhorar ou substituir o equipamento tradicional de corte de metais. A parte mecânica da cabeça do cortador de laser não tem contacto com a peça de trabalho e não irá arranhar a superfície da peça durante o trabalho; A velocidade de corte a laser é rápida, a incisão é lisa e plana, e geralmente não precisa de processamento subsequente; A zona atingida pelo calor de corte é pequena, a deformação da placa é pequena, e a fenda (0.1 mm~0.3mm); A incisão não tem tensão mecânica, nem rachaduras; Precisão de processamento elevada, boa repetibilidade e nenhum dano à superfície do material; A programação CNC, pode processar qualquer plano, e pode cortar toda a placa com um formato grande sem abrir Mould, econômico e economia de tempo.
Composição do equipamento de corte laser
A máquina de corte a laser é composta principalmente por fonte de fibra laser, sistema de guia leve, sistema de movimento de controle numérico, cabeça de regulação automática da altura, plataforma de trabalho e sistema de gás de alta pressão. Muitos parâmetros afetarão a qualidade do processo de corte a laser, alguns dos quais dependem do desempenho técnico da ferramenta laser e máquina, enquanto outros parâmetros são variáveis. Os principais parâmetros do corte a laser são:
1. Modo do feixe
Modo fundamental, também conhecido como modo Gaussiano, é o modo mais ideal para cortar, principalmente em lasers de baixa potência com menos de 1KW. Multi-modo é uma mistura de modos de ordem superior. Sob o mesmo poder, multi-modo tem pouca concentração e baixa capacidade de corte. A capacidade de corte e qualidade de corte do laser de modo único é melhor do que a de multi-modo.
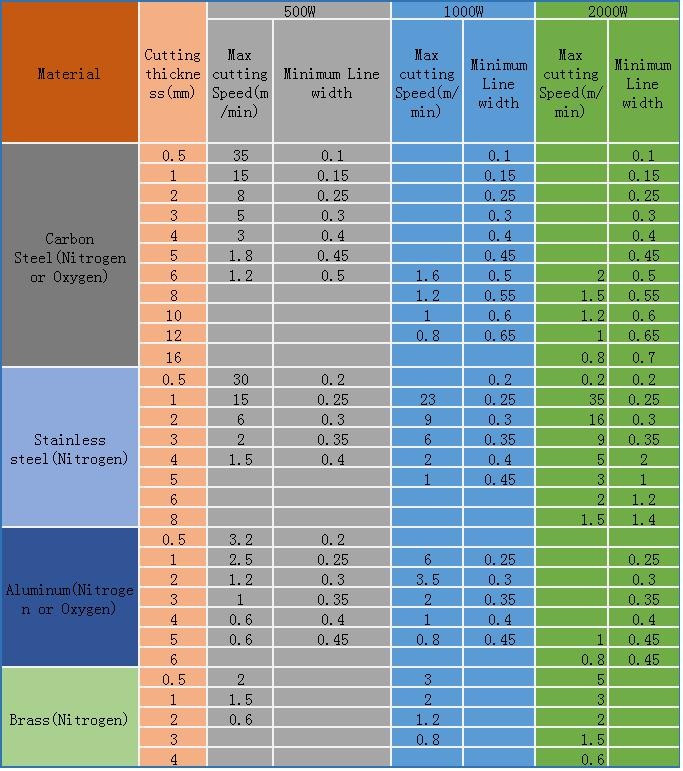
2. Potência laser
A potência laser necessária para o corte a laser depende principalmente do material de corte, da espessura do material e dos requisitos de velocidade de corte. A energia laser tem uma grande influência na espessura de corte, velocidade de corte e largura de incisão. Geralmente, com o aumento da potência laser, a espessura do material que pode ser cortado também aumenta, a velocidade de corte aumenta, e a largura do corte também é aumentada.
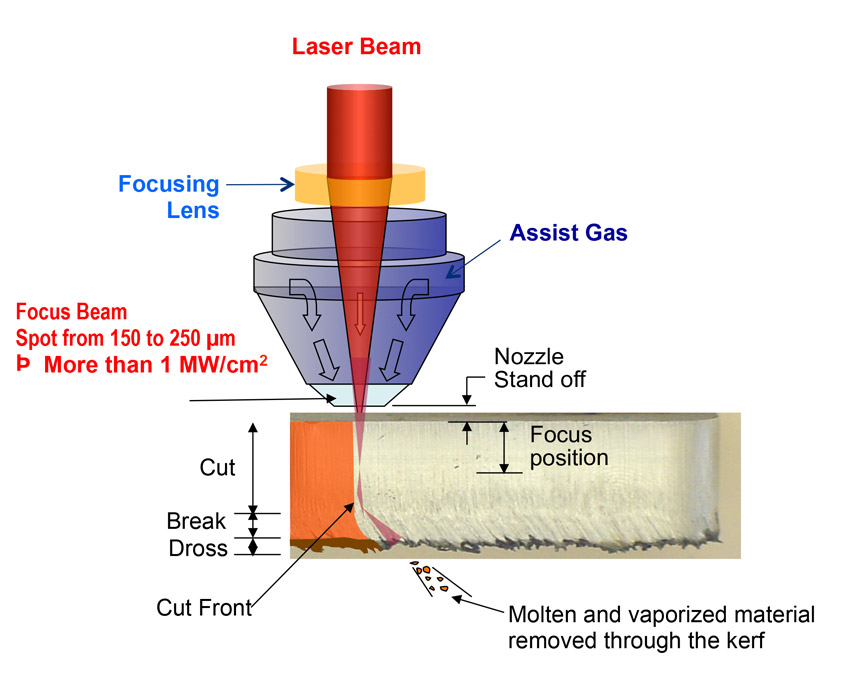
3. Posição de foco
A posição focal tem uma influência maior na largura da incisão. Geralmente, o ponto focal está localizado em cerca de 1/3 da espessura da placa abaixo da superfície do material, onde a profundidade de corte é a maior e a largura da boca é a menor.
4. Momento focal
Ao cortar placas de a ço espesso, um feixe com um momento focal mais longo deve ser usado para obter uma superfície de corte com boa verticalidade. A profundidade focal é grande, o diâmetro do ponto também aumenta, e a densidade de energia diminui em conformidade, o que reduz a velocidade de corte. Para manter uma certa velocidade de corte, é necessário aumentar a potência laser. É aconselhável usar um feixe com um comprimento focal menor para cortar placas finas, de modo que o diâmetro do ponto é pequeno, a densidade de energia é grande, e a velocidade de corte é rápida.
5. Gás auxiliar
O corte de a ço de baixo carbono principalmente usa o oxigênio como o gás de corte para usar o calor de reação de combustão de oxigénio de ferro para promover o processo de corte, e a velocidade de corte é rápida, a qualidade de corte é bom, e um corte livre de escórias pode ser obtido. A pressão aumenta, a energia cinética aumenta, e a capacidade de descarga de escórias aumenta; O tamanho da pressão do ar de corte é determinado pelos fatores do material, espessura da placa, velocidade de corte e qualidade da superfície de corte.
6. Estrutura do'puzzle'
A estrutura e a forma do bocal e o tamanho da saída de luz também afetam a qualidade e eficiência do corte a laser. Diferentes requisitos de corte escolhem bicos diferentes. As formas comuns de bocal são: cilíndricas, cascos, quadradas e outras formas. O corte a laser geralmente adota um método de sopro coaxial (fluxo de ar e eixo óptico concêntrico) se o fluxo de ar e o eixo óptico não forem coaxiais, então muitos espirros provavelmente são gerados durante o corte. A fim de garantir a estabilidade do processo de corte, é geralmente necessário controlar a distância entre a face final do bocal e a superfície da peça de trabalho, geralmente 0.5 a 2.0 mm, de modo que o corte possa prosseguir sem problemas.