Seis funções de Corte laser de fibra Mais úteis que você Precisa saber
Nos últimos anos, o Papel Das máquinas de Corte a laser de fibra no Desenvolvimento Da indústria do metal Folha tornou-se cadA vez Mais proeminente.Em termos de desempenho poderoso de corte, Raytu Laser quer introduzir SEIS funções práticas pouco conhecidas para todos.Com estas funções práticas, ele Pode melhorar Muito a eficiência de processamento e desempenho de Corte de fibra laser máquinas de corte.
Um.Salto
O Leapfrog é a máquina de cortar laser.Como mostrado Na Figura abaixo, após o furo 1, EM seguida, Corte o furo 2.A cabeça de Corte deve mover-se do Ponto A para o Ponto B.Claro, o laser deve ser desligado Durante o movimento.O processo de movimento do Ponto A Ao Ponto B, a máquina executa "vazio", que é chamado de ociosidade.

O traço ocioso Da máquina de Corte a laser inicial é mostrado Na Figura seguinte. A cabeça de Corte deve completar três a ções: ascender (a UMA Altura suficientemente segura), tradução (chegando acima do Ponto B), e descer.
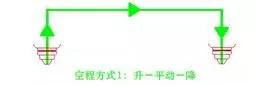
O tempo ocioso Pode ser comprimido para melhorar a eficiência Da máquina.Se as três ações forem concluídas "simultaneamente", o tempo ocioso Pode ser encurtado: Quando a cabeça de Corte começa do Ponto A Ao Ponto B, ELA SOBE Ao Mesmo tempo;Quando se aproxima do Ponto B, Cai Ao Mesmo tempo.Como mostrado abaixo.

A trajetória do movimento ocioso Da cabeça de Corte é Como um Arco desenhado por um SAPO saltando.
No processo de Desenvolvimento Da máquina de Corte a laser, o Salto Pode ser considerado Como um avanço tecnológico excepcional.Saltar só Leva o tempo de tradução do Ponto A para o Ponto B, e Salva o tempo de ascensão e descida.O SAPO saltou e pegou a comida;O Salto de rã Da máquina de cortar laser "capturada" Alta eficiência.Se a máquina de cortar laser não tiver a função de salto, receio que não entrará no mercado.
2.Foco automático
Ao cortar diferentes materiais, o foco do raio laser é necessário para cair EM diferentes posições Da seção transversal Da peça de trabalho.Como mostrado abaixo.
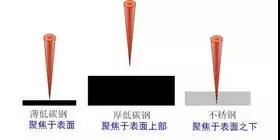
Por conseguinte, é necessário ajustar a posição do foco (foco).Máquinas de cortar laser Mais Cedo geralmente utilizadas com foco manual;Agora, muitas máquinas de Fabricantes alcançaram o foco automático.
Algumas pessoas podem dizer que é suficiente mudar a Altura Da cabeça de corte.Quando a cabeça de Corte é levantada, a posição de foco será maior, e Quando a cabeça de Corte é abaixada, a posição de foco será menor.Não é assim tão simple s.
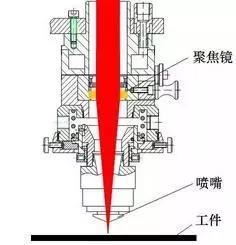
A parte de baixo Da cabeça de Corte é um bocal.Durante o processo de corte, a distância entre o BoCAL e a peça de trabalho (altura do bico) é Cerca de 0.5~1.5mm.Pode ser considerado um valor fixo, ou seja, a Altura do BoCAL não muda, pelo que o foco não Pode ser ajustado levantando a cabeça de Corte (caso contrário, o processo de Corte não Pode ser concluído).
O comprimento focal Da lente de foco é imutável, então você não Pode esperar ajustar o foco mudando o comprimento focal.Se você mudar a posição Da lente de foco, você Pode mudar a posição de foco: a lente de foco VAI para baixo, o foco VAI para baixo, e a lente de foco VAI para cima, o foco VAI para cima.Esta é, de facto, UMA forma de NOS concentrarmos.Um motor é usado para conduzir a lente de foco para Subir e descer para alcançar o foco automático.
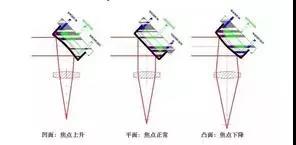
Outro método de foco automático é: antes do feixe Entrar no espelho de foco, um espelho de CURVATURA variável (ou espelho ajustável) é definido, e o ângulo de divergência do feixe refletido é alterado mudando a CURVATURA do espelho, alterando assim a posição de foco.Como mostrado abaixo.
Com a função de foco automático, a eficiência de processamento Da máquina de Corte a laser Pode ser significativamente melhorada: o tempo de perfuração de placas espessas é Muito reduzido;Quando o processamento de peças de trabalho de diferentes materiais e espessuras, a máquina Pode automaticamente ajustar o foco para a posição Mais adequada.
3.Descoberto automático de arestas
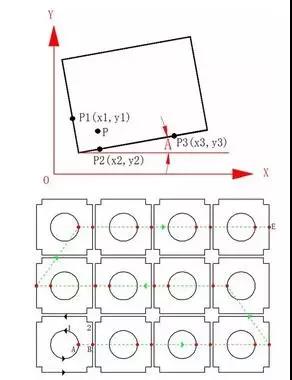
Como indicado Na Figura a seguir, Quando a Folha for colocada Na mesa de trabalho, se for espetada, Pode causar resíduos Durante o corte.Se o ângulo de inclinação e a Origem Da Folha puderem ser sentidos, o processo de Corte Pode ser ajustado de acordo com o ângulo e a posição Da Folha para evitar resíduos.A função de encontrar arestas automáticas surgiu.
Após a função de verificação automática Da aresta ser activada, a cabeça de Corte começa a partir do Ponto P e mede automaticamente três Pontos NAS duas arestas verticais Da folha: P1, P2, P3, e calcula automaticamente o ângulo de inclinação A Da Folha e a origem.
Com a Ajuda Da função de procura automática de arestas, economiza o tempo de ajustar a peça de trabalho Mais cedo, não é fácil ajustar (mover) peças de trabalho que pesam centenas de quilogramas Na mesa de corte, o que melhora a eficiência Da máquina.
Uma máquina de cortar laser de Alta potência com tecnologia avançada e funções Poderosas é um sistema complexo que integra luz, máquina e eletricidade.A sutileza muitas vezes esconde o mistério.Vamos explorar o mistério juntos.
Quatro.Perfuração concentrada
A perfuração centralizada, também Chamada de pré-perfuração, é UMA tecnologia de processamento, não UMA função Da própria máquina.Quando placas de Corte de fibra laser Mais espessas, cadA processo de Corte de contorno TEM que passar por duas etapas: 1.Perfuração e 2.Corte.
Tecnologia convencional de processamento (Um Ponto de perfuração→Contorno de Corte 1→Perfuração do Ponto B→Contorno de Corte 2→……). A Chamada perfuração centralizada é realizar todos OS processos de perfuração EM todo o tabuleiro com antecedência, e então executar o processo de Corte novamente.
Tecnologia de processamento de perfuração concentrada (perfuração completa de todos OS contornos→Voltar Ao Ponto de partida→Cortar todos OS contornos).Em comparação com a tecnologia de processamento convencional, o comprimento total Da pista de execução Da máquina é aumentado Durante a perfuração concentrada.Então por que USAR piercing concentrado?
A perfuração concentrada Pode evitar queimaduras excessivas.Durante o processo de perfuração Da Placa grossa, a acumulação de calor é formada EM torno do Ponto de perfuração.Se for Cortado imediatamente, a sobredosagem ocorrerá.O processo centralizado de perfuração é adotado para completar todas as perfurações e Voltar Ao Ponto de partida para o corte.Uma vez que há tempo suficiente para dissipar o calor, a sobrelotação é evitada.
A perfuração centralizada Pode melhorar a eficiência de processamento.Atualmente, ainda há muitos cortadores de laser de fibra que não têm a função de foco automático.Os parâmetros do processo (modo laser, potência, Altura do bocal, pressão do gás auxiliar, etc.) de perfuração e Corte de placas espessas são diferentes.A Altura do BoCAL Durante o processo de perfuração é superior à do processo de corte.Se a tecnologia convencional de transformação for adoptada (perfuração de contorno 1→Corte de contorno 1→Perfuração de contorno 2→Corte de contorno 2→……), A FIM de garantir a qualidade e eficiência do corte, a posição do feixe de laser só Pode ser ajustada manualmente de acordo com as necessidades de Corte (Imagine se for O caso: primeiro, definir manualmente o foco para a posição necessária para o piercing, perfurador;Em seguida, ajustar o foco à posição necessária para cortar, cortar;Então ajuste-se à posição do piercing, Pierce.Até que o processamento seja concluído, isto é Simplesmente um pesadelo).Portanto, o foco Durante a perfuração não deve ESTAR Na posição ideal, e o tempo de perfuração é Mais longo.No entanto, se o método de perfuração centralizado for adotado, o foco Pode ser ajustado para UMA posição adequada para a perfuração EM primeiro lugar, após a perfuração ESTAR concluída, a máquina é pausada, e então a posição de foco é ajustada à Melhor posição necessária para o corte;Desta forma, o tempo de perfuração Pode ser encurtado por Mais de metade e melhorar Muito a eficiência.Claro que, se necessário, outros parâmetros do processo podem ser ajustados ou alterados entre perfuração e Corte concentrados (por exemplo, Onda contínua de ar +podeser USADA para perfurar, e oxigênio Pode ser usado para cortar, e há tempo suficiente para completar o interruptor de gás).Nós geralmente chamamos o zoom automático Da lente de foco Da direção o eixo F;Assim, o zoom manual é usado para concentrar o piercing e corte, Pode ser chamado de eixo "H" (Mão) zoom?
Existe também o Risco de perfuração concentrada.Se ocorrer UMA colisão Durante o processo de corte, o que FAZ com que a posição Da Placa mude, a parte que não FOI Cortada Pode ser descartada.O processo centralizado de perfuração requer a Ajuda de um sistema de programação automática.
Cinco.Posição Da Ponte (micro ligação)
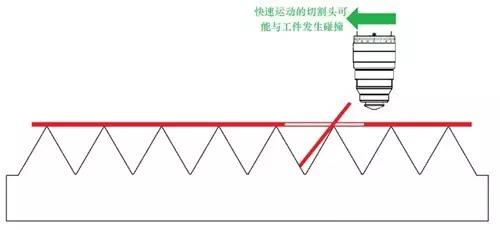
Durante o processo de Corte a laser, o material Da Folha é suportado PELA Barra de suporte serrilhada.Se a parte de Corte não for suficientemente pequena, não Pode cair Da lacuna Da Barra de apoio;Se não for suficientemente grande, não Pode ser apoiada PELA Barra de apoio;Pode perder SEU equilíbrio e dobra.A cabeça de Corte que se move a Alta Velocidade Pode colidir com ela, e a cabeça de Corte Pode ser danificada à Luz do desligamento.
O USO de tecnologia de Corte de Ponte (micro-conexão) Pode evitar isso.Ao programar OS gráficos para Corte a laser, o contorno fechado é intencionalmente quebrado EM vários lugares, de modo que após o Corte é concluído e as partes aderem AOS materiais circundantes SEM cair.Esses lugares quebrados são as pontes.Também conhecido Como Ponto de parada, ou micro-conexão (este Nome é derivado Da tradução direta Da MicroJoint).A distância Da quebra, Cerca de 0.2 Josep 65374; 1mm, é inversamente proporcional à espessura Da folha.Com base EM ângulos diferentes, existem Estes nomes diferentes: com base no contorno, está desligado, por is so é chamado de Ponto de paragem;Baseado Na parte, é aderido Ao material de base, por is so é chamado de Ponte ou micro-conexão.
A posição Da Ponte conecta as partes com OS materiais circundantes.O software de programação Maduro Pode automaticamente adicionar o número apropriado de posições de Ponte de acordo com o comprimento do contorno.Ele também Pode distinguir OS contornos internos e externos, e decidir se adicionar pontes, de modo que OS contornos internos (resíduos) que não deixam as pontes cairão, e OS contornos externos (partes) Das pontes serão colados juntamente com o material de base e não cairão, evitando assim a triagem do trabalho.
Seis.Corte Comum Da Borda
Se OS contornos de partes adjacentes são Linhas RETAS e OS ângulos são OS mesmos, eles podem ser fundidos EM UMA Linha reta e só cortar UMA vez.Este é o Corte de bordas comum.Obviamente, o Corte co-aresta Reduz o comprimento de Corte e Pode melhorar significativamente a eficiência de processamento.
Common edge cutting does not require the shape of the part to be rectangular. As shown below.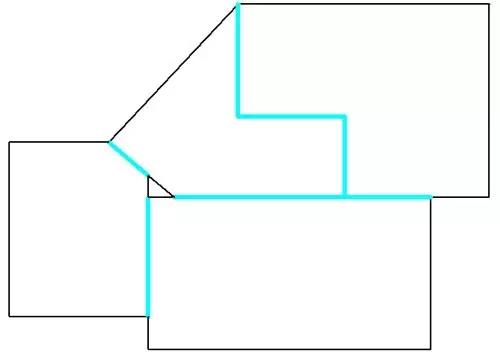
As Linhas azuis do céu são bordas comuns, e o Corte Das bordas comuns não só Pode salvar o tempo de corte, MAS também reduzir o número de perfurações.Por conseguinte, OS benefícios são Muito óbvios.Se você salvar 1.5 Horas por dia devido Ao Corte de Borda comum, Cerca de 500 Horas são salvas todos OS anos, e o custo integral por Hora é 100$, que é equivalente a Criar um benefício adicional 50,000$por ano.O Corte de Borda Comum Precisa de confiar EM software de programação automática inteligente.